Mechanical integrity (MI) is just one of the 14 elements included in Process Safety Management (PSM), driven by the the OSHA 1910.119 standard, but it is significant in terms of the asset coverage involved. For example, MI includes any and all equipment/assets used to produce products made from specific quantities of defined hazardous materials on the list covered by the PSM standard. System examples include fixed equipment such as pressure vessels and storage tanks, piping systems and associated hardware (valves, fittings, etc.), relief devices, vent hardware and emergency shutdown/control systems. Rotating equipment/assets, such as pumps, blowers, fans, and compressors that may be used to move hazardous materials within these systems are also included. In many cases, this means that all equipment within the boundaries of a facility is subject to the PSM standard.
MI encompasses the activities necessary to ensure that equipment/assets are designed, fabricated, installed, operated and maintained in such a way that they provide the desired performance in a safe, environmentally protected and reliable fashion. In short, it is the Life Cycle Asset Management (LCAM) process, including the above plus procurement, testing, commissioning and disposal of the assets. MI is a sub-set of an effective reliability program and overall asset management, specific to equipment types, and more tactical in nature including the evaluation of condition requirements through regular monitoring and inspection of the condition of these assets.
What are the requirements of an MI Program?
Organizations have worked diligently to address the PSM Rule requirements since its inception, specifically focused on those programs related to safety and management of risk associated with handling hazardous materials covered by the standard. However, many continue to struggle with the Mechanical Integrity, element (j), and how it relates to an effective Asset Management system that addresses not only safety requirements, but also provides effective asset policy, strategy, objectives and plans to ensure best-in-class management of assets that mitigates risk over the entire life cycle of the assets.
The key phases of MI program development, shown in Table 2, include management responsibility, equipment selection, and implementation through inspection, testing and application of proactive maintenance strategies. Properly trained and certified personnel conducting these activities are also a key part of an effective MI program.
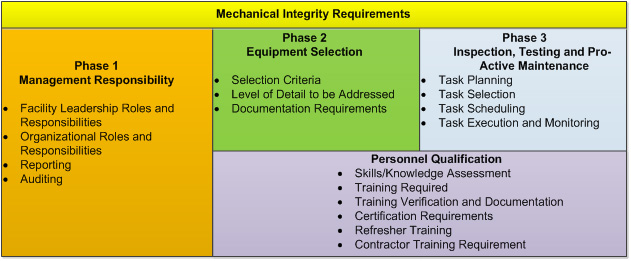
Table 2: Key Phases of Work Necessary for an Effective MI Program Development
Management Responsibility:
“Everyone has responsibility for safety” is a phase that we often hear within a facility. It’s just as true that “everyone has responsibility for reliability”, i.e. effective management of assets. However, an effective asset management program must be driven from the “top down” and effectively implemented from the “bottom up.”
Management must be visible and actively involved in a facility’s hazard management system in order to help prevent incidents. Key responsibilities are:
- Provide the right people for the job
- Set the direction through effectively communicated policy and strategy discussions
- Insist that schedules are planned and met
- Ensure that appropriate system controls are in place
Roles and responsibilities for the asset management processes should be well-defined using a Responsible, Accountable, Support and Informed (RASI) matrix which is visible and well communicated. Reports on MI compliance should be data-driven and focused around compliance metrics and recognized gaps that need to be addressed by the site leadership.
The classic Plan, Do, Check, Act audit process should be employed to understand the effectiveness of the MI activities. Reinforcement for proper behavior around identifying and closing gaps to improve the program is a must, and best delivered from site leadership or corporate management.
Equipment Selection:
Early in the development of the MI program, the boundaries for equipment within the program must be identified. This is often accomplished through establishment of an MI Team. A screening process to prioritize operating units within the site can also be used to direct the MI Team to the most critical and significant value-contributing assets on site for early consideration. This process includes:
- Consistent review and application of program objectives
- Application of a documented equipment selection criteria
- Selection of appropriate level of detail for specific assets
- Documentation of all aspects of the program in the site’s Enterprise Asset Management or Computerized Maintenance Management systems
Inspection, Testing and Proactive Maintenance:
Once the scope of the MI program has been defined and equipment selected, the level of detail of “task” to be done by asset or asset group is defined. Each task should be properly planned and effectively executed, documented and monitored.
A logical combination of proactive technologies, along with planned inspections (preventive tasks) consistent with current recognized and generally accepted good engineering practice (RAGAGEP) should be defined and included in the Asset Management Plan (AMP). Review of field data obtained through these processes should be reviewed by properly qualified and/or certified personnel to define current or future actions required.
Personnel Qualifications:
It is obvious but must be reinforced that personnel involved in an MI program must be properly and continually trained to bring the necessary skills to bear when considering or impacting the health of an asset. A requirement of an effective MI program is to validate and document training effectiveness, i.e. whether the person can execute effectively on what they just learned. Certifications are important to ensure that your program is recognized by OSHA, your insurance carrier or anyone conducting program audits or assessments.
Contractors, consultants and any other individual that can become engaged in the MI program must also be trained to understand fully the hazards that are present and mitigating strategies that are in place to manage potential incidents.
The Mechanical Integrity Process
The process that pulls all these phases and Mechanical Integrity considerations together is shown in Figure 4. Additional detail can be “built out” for each step in this process. The emphasis here is that everything discussed around the key phases of MI program development is included in this process as well as effective asset management principles, such as management responsibilities for policy, strategy and objectives that can be molded into effective Asset Management plans for application and use in the field.
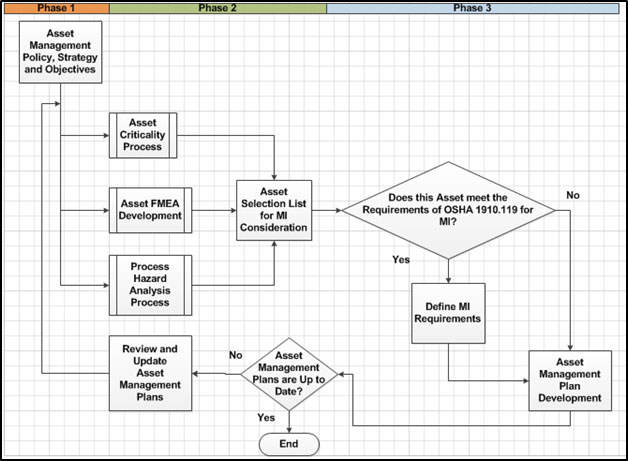
Figure 4: Asset Management Process with MI Considerations
© Life Cycle Engineering