
Grain Export Facilities Reap Benefits from Improved Reliability
A global corporation with two large-scale grain export facilities in North America unloads river barges and trains with grain and then redistributes into the worldwide commodities market on container ships. Both export sites, each consisting of roughly 150 employees, transfer grain consisting mostly of corn, soybeans and wheat.
In 2007, the company’s leadership recognized that asset equipment reliability issues were eroding their ability to transfer grain effectively and decided to take action at these two sites to make improvements.
The company decided to engage with Life Cycle Engineering (LCE), proven experts in facilitating asset reliability improvements and bringing cultural change in organizations through process and sustainability plans, to drive the reliability and cultural improvements of both sites as a single initiative. The sites are about 40 miles apart and project team members were drawn from both sites to participate and drive the improvements. Team members divided their time between both sites and learned from each other during the project by sharing best practices.
Analyzing grain operations against Reliability Excellence® standards
Reliability Excellence site assessments were performed to better understand the issues occurring within the grain operations processes. The assessments revealed the following:
- There were no meaningful metrics in place by which to measure production availability, throughput or manufacturing losses (OEE)
- There were no metrics in place to determine scheduling efficiency or compliance or preventive maintenance compliance
- Maintenance work was limited to some PMs/PdMs and a lot of emergency work
- An Operator Care program for production equipment was faltering
- Major asset groups were in a regressive state with a reactive work environment not allowing the crafts to get ahead
- Work Backlog was defined by number of work orders, not by projected man hours
- The technical skills of the Maintenance Crafts were at a fundamental level. A comprehensive Skills Enhancement Strategy needed to be developed
- There was no Reliability Engineer function in place and no loss elimination program
- Maintenance personnel had little knowledge or understanding of the maintenance software
- There were no documented processes in place to control the management, delivery, stocking, or kitting of parts to support the maintenance organization
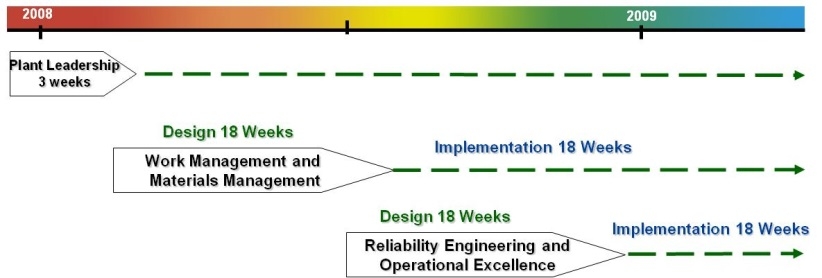
The LCE project team and the company’s leadership team developed a Master Plan and timeline for success to provide structure and the necessary tools to ensure success of the Reliability Excellence implementation.
Aligning personnel to establish cultural change
One of the critical factors to successful change in an organization is the alignment of all stakeholders. To ensure alignment, the company and its site leaders developed four teams: an executive team from the corporate office, a local leadership team from both plant management groups and two focus teams.
The program had a staggered team approach to reduce the impact of employees temporarily out of their daily positions. Cross-functional focus teams were created to focus on the areas of Work Control/Planning, Materials Management, Reliability, and Operations Excellence. These teams initially developed “current” processes describing how the site accomplished all the necessary functions to maintain and repair site assets in support of ongoing operations.
Focus teams were then coached in current best practices by an LCE coaching team. The teams then developed “target” processes to provide structure and process to support improved methods in accomplishing the maintenance and repair of assets. After the new processes were approved, the focus teams developed training packages from all that they had accomplished and then provided training to site personnel with guidance from.
Specific areas of focus and contribution for each of the teams included:
Executive Leadership Team
- Provide support for resourcing the project and major hurdle removal
- Provide leadership for the project, especially during the sustaining phase
Leadership Team
- Provided support and guidance to each of the specific focus teams, helping to resolve issues and problems, and establishing site rules and guidelines to ensure consistency of effort and product among the teams
- Accepted the lead on risk management, project management, communications for the program, and facilitated written partnerships
- The team provided a full time project facilitator
- Bi-weekly meetings were held to steer the project forward
Work Control/Materials Team
- Established processes and associated metrics to improve maintenance resource utilization and work schedule compliance
- Converted Backlog from number of work orders to number of hours of work
- Improved the ability to capture all work in the CMMS and improve maintenance technician effectiveness.
- 5S events were conducted in both storerooms and an obsolete inventory effort followed
- CMMS (Maximo) training occurred for both sites to bolster the knowledge on site
- A new part nomenclature was established to build a database of repair parts
- The storerooms were set up to securely manage the inventory, and kitting of parts to support work order execution was implemented to support the maintenance workforce
Reliability / Operations Excellence Team
- Established the role of Reliability Engineer, creating focus in the areas of asset criticality, PM/PdM optimization, RCA, and FMEA
- “As Built” drawings for all critical assets were updated in both sites
- Improved the ability to permanently reduce/eliminate the bad actors, facilitating the sites moving from reactive mode to a more proactive environment of failure prevention
- Significantly improved housekeeping throughout the sites, implementing a formal 5S program
- Established guidelines for Operator Care of assets enhancing Standard Work Practices, troubleshooting, daily inspections, and increasing the awareness of safety concerns to improve the safety record of both sites
In addition to the key steps that the focus teams were conducting, there was a 15-week period when LCE provided dedicated technicians to work alongside site personnel to observe and record all obvious defects of the top bad actors. The Asset Management Services group (AMS) provided the reliability technician resources. At one site, the dust system was the asset that had the most reactive maintenance calls and caused the highest amount of downtime based on their current data. AMS provided a team of two people to identify, record and prescribe solutions to bring these assets back to an acceptable operating condition.
LCE provided subject matter experts to share key lessons about cultural change and overcoming resistance to change with all employees. After completing the knowledge transfer, personnel at both sites embraced the changes brought by Rx/AMS implementation and made contributions to the successful improvements during the project.
Additional Information
For more information about improving operational and financial performance, please email us at info@LCE.com or visit www.LCE.com.
About LCE
Life Cycle Engineering (LCE) (www.LCE.com) provides consulting, engineering, applied technology and education solutions that deliver lasting results for private industry, the Department of Defense and other government organizations. The quality, expertise and dedication of our employees enable Life Cycle Engineering to serve as a trusted resource that helps people and organizations to achieve their full potential. Founded in 1976, LCE is headquartered in Charleston, South Carolina with offices across North America and experience around the globe.
Contact Us
Corporate Headquarters
Life Cycle Engineering
4360 Corporate Road
Charleston, SC 29405-7445
843.744.7110
info@LCE.com

